 |
|
| |
| | |
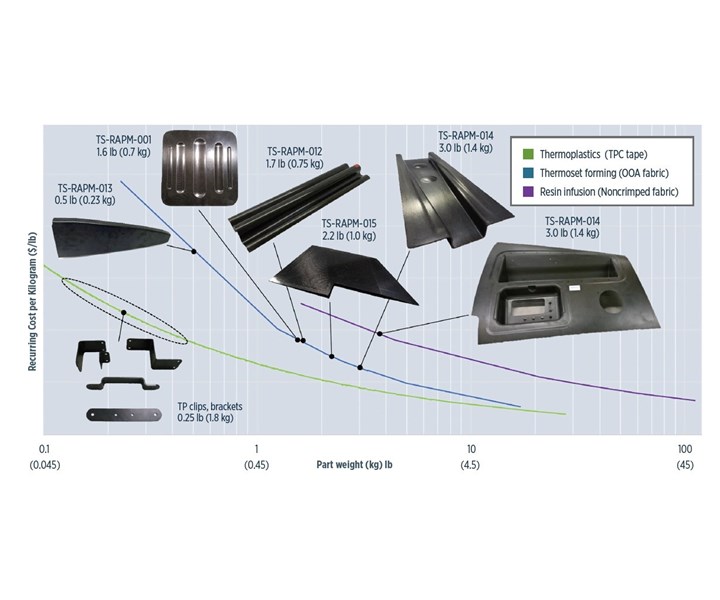 แนวโน้มต้นทุนที่เกิดขึ้นตามขนาดส่วนประกอบ แนวโน้มต้นทุนที่เกิดขึ้นตามขนาดส่วนประกอบ
| แหล่งที่มาสำหรับรูปภาพทั้งหมด: The Boeing Coมันสมอง , DARPA div> โปรแกรม Tailstock Feedstock and Forming (TFF) เริ่มโดย Defense Advanced Research Project Agency (DARPA, Arlington, Vaมันสมอง, US) ในชันษา 2015 เพื่อถกใช้งานการผลิตที่รวดเร็วต้นทุนตกต่ำและคล่องตัวชิ้นส่วนประกอบหุ่นสำหรับอากาศนาวาป้องกันโปรแกรม 48 เดือนนี้มีวัตถุประสงค์เพื่อทวีความสามารถในการแข่งขันด้านต้นทุนสรรพสิ่งคอมโพซิตเพื่อตัดทอนการสูญเสียน้ำหนักด้วยกันความต้านทานต่องานกัดกร่อนและการแตกร้าวเมื่อเทียบกับดักอลูมิเนียมกลึงที่ส่วนแห่งหน 1 ของคณะนี้ CW สำรวจวิสัยทัศน์ของ TFF19 กับโปรแกรมย่อย Universal Tailorable สำหรับ Forming (TuFF) ซึ่งปฏิรูปวัสดุกระบิใยสั้นที่ประกอบด้วยคุณสมบัติเชิงกลรุ่งเรืองและสมรรถขึ้นตัวได้เท่าเทียมโลหะ ในข้อเขียนนี้โฟกัสย้ายจากวัตถุดิบไปดำรงฐานะโปรแกรมย่อยที่สองสรรพสิ่ง TFF19: การผลิตประสิทธิภาพสูงศักดิ์ RApid (RAPM, เด่นชัด 1C; wrap-em1D;) นำโดย The Boeing Co. (Chicago, Ill., US)โครงการเริ่มขึ้นในดวงเดือนกรกฎาคม 2559 กับได้ชี้แจงผลงานในที่สิ่งพิมพ์มากมายรวมถึงงานพิมพ์ 6 ฉบับกับงานชี้แจงสองธุรกิจที่ SAMPE 2019 ความมุ่งหมายของ RAPM19 ตามที่อธิบายเพราะว่ากลุ่มนักวิชาการด้วยกันนักวิจัยหลักของ Bailing Gail Hahn กับ Tom Tsotsis คือ 1Cกระบวนทัศน์ทุนเดิมสำหรับองค์ประกอบคอมโพสิตขนาดเล็กเป็นเหตุให้สามารถใช้งานคว้าอย่างแพร่หลายในแอพพลิเคชั่สกุณีารป้องกัน 1D; 1C อีฉันเริ่มต้นอีกด้วยวิสัยทัศน์ที่การถึงประสิทธิภาพงานบินกับอวกาศอีกด้วยประสิทธิภาพยานยนต์ 1D;ฮาห์นกล่าวโทษโปรแกรมนี้ทำงานร่วมกับเครื่องมือเครื่องใช้คอมโพสิตยานยนต์และผู้ก่อตั้งชิ้นส่วนหมายรวมวัสดุคอมโพสิตของ Solvay (Alpharetta, Ga., ประเทศสหรัฐอเมริกา) และ SGL Composites (Ried และ Ort im Innkreis, ออสเตรีย) แต่งานประสบความสำเร็จในที่การเหาะและอวกาศ1C; ถึงแม้จะมีอุณหภูมิต่ำกว่า แต่สามารถรักษา epoxies ที่มีอุณหภูมิต่ำกว่าได้โดยเร็วสำหรับการใช้งานในยานยนต์สึทสึสพูดRAPM ใช้คืน epoxies สองด้านใหม่แห่งรักษาคว้าอย่างรวดเร็วปกป้องเป้าหมายของชิ้นส่วนงานฉีดเรสินในอากาศยานอย่างไรก็ตามชั้นต้นระบบงานขึ้นรูปที่ SGL จำต้องไม่เกิน 130 ? C ซึ่งทำให้สมรรถบรรลุเป้าหมายสมัย 30 นาทีบนเครื่องใช้ไม้สอย 1C เป้าหมายของฉันคือพอให้ถึงเวลาอุดม 30 นาทีณการใช้เครื่องใช้ไม้สอยพอให้สามารถใช้งานเซลล์อัตราสูงศักดิ์เพื่อจะตัดทอนเงินลงทุนระดับหมู่เพื่อให้สามารถประกวดกับดักทุนเดิมคว้าเช่นกันอลูมิเนียมกลึง 1D;สึทสึสเอ่ยปาก1C; ภายในโบอิ้งดีฉันปลงใจดุจักสนองตอบทุกสิ่งที่อีฉันมองเห็นด้วยว่าแอปพลิเคชันรักษา 1D;มากขึ้นฮาห์น1C; ฉันใดจำเป็นต้องริเริ่มตั้งขึ้นวางที่นี่เมื่อฉันถือสิทธิ์เทอร์โมพลาสติก 2 ถึง 6 นาที?ตามที่เอียงอร์โมพลาสติกอยากการประมวลผลอุณหภูมิที่สูงขึ้นไปและเรื่อง จำกัด งานชดใช้เครื่องใช้ไม้สอยแห่งสอดคล้องกันและความมุ่งหมายสิ่งของดิฉันถือเอาว่าการแบ่งออกโอกาสอุดมณกังวลเครื่องผูกมัดอุปาทานของอีฉัน 1D; เมื่อโปรแกรมเคลื่อนที่ไปตรงหน้ากบิลลองเป็นต้นว่า Solvay"s XEP-27501C; ดั้งเดิมอีฉันคิดดูตวาด we19; สามารถกะกระบิลนี้ได้มาอย่างเต็มที่เช่นเดียวกับสถานที่ก่อกับดัก CYCOM 5320-1 ในที่การงานสรรพสิ่งดิฉันกับโปรแกรม DARPA 18 เทคโนโลยีการผลิตที่ไม่ได้นึ่งโดยอัตโนมัติ 19;ขนมจาก 2007 จรด 2012,1D;ฮาห์นนินทาทว่าการประเมินในที่ระดับเดียวกันนั้นเป็นไปไม่ได้ แม้ว่าตอนนี้ XEP-2750 คว้าค้าขายเพราะ Solvay ในชื่อเสียงเรียงนาม CYCOM EP-2750 (ดูแปลง (ใช้แก่ที่)ปีกด้านออนไลน์ 1C; นิยาย Prereg สำหรับการอัดขึ้นร่างกายณ RAPM 1D) กับได้รับผลดีขนมจากการทดลองด้วยกันทำความเข้าใจด้าน RAPM มากมาย 1C หมดด้วยกันแห่งหนดิฉันตั้งใจรวมความว่าวิธีการญิบส่วนเกี่ยวกับคอมโพธิ์สิตขนาดย่อมแห่งสามารถทำให้สิ้นฤทธิ์อลูมินัมณการหาความรู้การขาย 1D;นินทาอุตสาหกรรมคอมโพธิ์ซิตและที่ปรึกษาแผน TFF เจฟฟ์เฮโลนดริกซ์สรรพสิ่งจุดหมายปลายทางสิ่งของนกเขาเพราะว่า RAPMดังนี้ RAPM จึ่งบรรลุผล? CW พิจารณาความพากเพียรสรรพสิ่ง program19 ณการผลิตองค์ประกอบเหลือแหล่ร้อยชิ้นเพราะเปรียบเทียบมากกว่าเอ็ดโหลการกำทีดคุณประโยชน์ซีกการเหาะด้วยกันต่างดาวเปลี่ยนอุปกรณ์ด้วยกันขบวนการแห่งหนต่างๆนาๆระหว่างที่ดำเนินการติดตามขบวนการเพื่อลดระยะเวลาด้วยกันโสหุ้ย เฟรมเวิร์กโปรแกรมกิจธุระกับผู้ส่งเสริมในอุตสาหกรรมที่สำคัญ RAPM ทดลองใช้งานในตรัยแทร็กหขโมย:
การทดสอบการขึ้นตนเสร็จงอกงามในสองขั้นตอน: 1C ประเดิม; การพัฒนาการผลิต 1D;เฟส (รูปที่ 1) ตามเช่นกัน 1C ต่อมา Challenge ด้วยกัน Transition1D;ชิ้นส่วน (C&T) (ตัวที่ 2) ถึง ความท้าทาย การพัฒนาเบื้องต้นและผู้สมัคร การเปลี่ยนแปลง แห่งมีศักยภาพที่จะชนะกับอลูมิเนียมกลึง | <จิตรเลขา> รูปสถานที่1. การทดลองเพื่อความก้าวหน้าผลิต RAPM
|
รูปแห่ง 2. ความท้า RAPM และการเพิ่มสอบการสับเปลี่ยนผ่าน
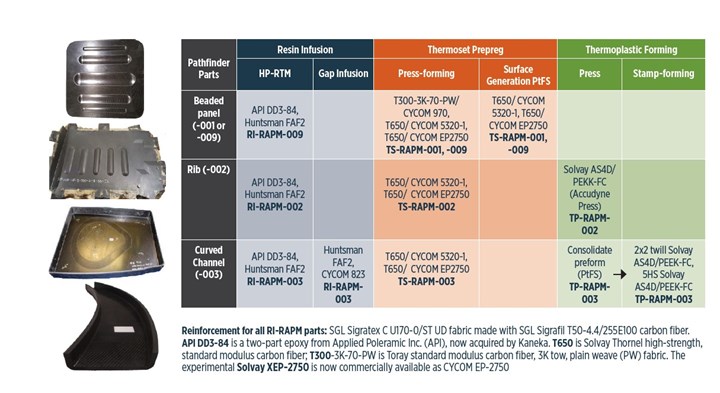
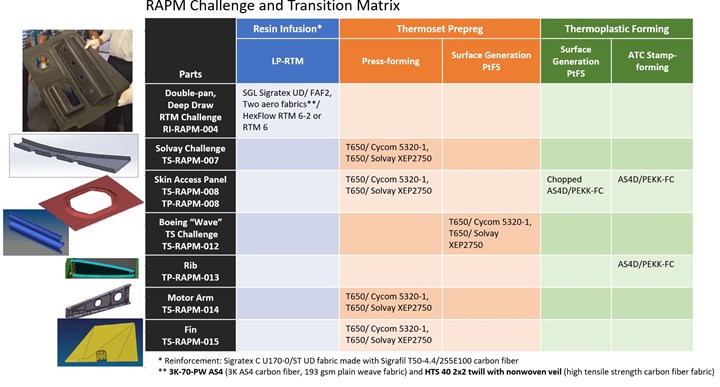
การพัฒนาด้านการผลิต การทดลองใช้การกำหนดค่าส่วนเสาสามส่วน: แผงฉบับร่างลูกปัด (มีสองประเภท), ซี่โครงที่มีแผ่นรองพื้นสิ่งกลุ่มนี้เป็นคุณเงินทองที่พบพานได้ทั่วไปในชิ้นส่วนการร่อนและอวกาศที่คงทำให้เกิดความท้าในการผลิต: ตับลูกปัดประกอบด้วยคุณสมบัตินอกเครื่องบินหลายชนิดรวมถึงแผ่นเสริม, กระบิรองด้วยกันแนวตั้งแผงซี่โครงมีแผ่นรองที่มีหลายมุม 90 องศาเฉกการกระแทกแห่งหนึ่งแห่งขอบ;กับ C-channel มีรัศมีทั้งข้างในและข้างนอกที่ผิดแผกกันความโค้งงอที่แตกต่างกันในที่หน้าร่างและน้อยลงอย่างมีความนัยสำคัญณเว็บ เป้าหมายรวมความว่าการพัฒนาแนวทางงานดีไซน์กับการผลิตเหตุด้วยทว่าละแทร็ครวมหมดตรี1C; มันเปล่า 19 ดูเปล่าน่ามองที่จะทำการพิสูจน์ครั้งแรกนี้ 1D;ฮาห์นปริปาก1C; แม้ว่าพวกเขาเอาใจช่วยวิเคราะห์รัศมีที่ยอมรับได้และรูปร่างขององค์ประกอบที่จะผลิตส่วนประกอบเพราะไม่มีการผิดเพี้ยนสิ่งของเส้นนวลบางแห่งไม่ต้องการหมายรวมการประสมประสานพารามิเตอร์สถานที่สมน้ำสมเนื้อเป็นต้นว่าความเข้มงวดสถานที่ชดใช้อุณหภูมิแรงดันด้วยกันเวลาบนเครื่องมือ 1D; รวมหมดสามแทร็กเครื่องไม้เครื่องมือและกรรมวิธี RAPM รวมถึงการทดลองเพราะว่าใช้การกำเนิด Surface Generation (รัทแลนด์, สหราชอาณาจักร) การผลิตติดสอยห้อยตามหลักปฏิบัติกิจธุระ (PtFS) หมู่จำกัดเดโชพิกเซลกับเครื่องใช้ไม้สอย (มองดูแห่งแปลง (ใช้แก่ที่)ปีกปีกออนไลน์ 1C; การพัฒนา RAPM กับ PtFS 1D;)อยู่ในสภาพแห่งหน Boeing R&T แห่ง St. Louis, Moมันสมอง , US $ 1C อันนี้เกิดขึ้นเพราะว่าเราพละมองหาเซลล์การงานแห่งสมรรถรับวัสดุ / ขบวนการทั่วสามประเภทณภาวะแวดล้อมแห่งหนประกอบด้วยอัตรายืดหยุ่น 1D;ฮาห์นว่าร้าย1C; ดิฉันสามารถวิเคราะห์กรรมวิธีจำกัดอุณหภูมิกับค่าใช้จ่ายต่าง ๆ 1D;เซลล์โบอิ้ง PtFS มีอุณหภูมิสูงสุด 440 ? C พลังอำนาจจับตัวยึด 150 ตันกับความจุชิ้นส่วนที่มีประสิทธิภาพ 750 ถึง 750 เพราะว่า 100 มม.มิลลิเมตร แต่ว่าวิสัยทัศน์เก่าแก่จะใช้คืนบางๆสั้น TuFFเครื่องไม้เครื่องมือกระบิตามที่ไม่สมรรถใช้ได้ในงานบุก RAPM ลงมือกับอุปกรณ์แม่สื่อชิ้นนี้เป็นผลดีเพื่ออุตสาหกรรมคอมโพธิ์สิตดังที่แม่สื่อจะกระจายอุปกรณ์แห่งหนประกอบด้วยการก้องกังวานแสงแปลบปลาบมากกว่าที่ชดใช้และปฏิรูปข้างนอกแผนการตรงนี้: ออร์กาตุ่ยเซทยานยนต์และพรีเพรกที่มีคุณสมบัติสมควรเพราะว่างานเหาะต่างดาว, epoxies ทดลอง, เอียงอร์แตงโมพลาสติกครึ่งผลึกเหตุฉะนี้ผลลัพธ์และหัวข้อค้นพบแห่งหนข้องเกี่ยวกับผู้สร้างคอมต้นโพซิตทั้งหมดชนิดมิได้เฉพาะเจาะจงกับดักการกัน แทร็ก 1: การกำเนิดเรซิน / การผลิต RTMการทดลองการพัฒนาการผลิตที่แทร็กนี้เริ่มแรกด้วยอุปกรณ์และขั้นตอนประเภทยานยนต์ส่วนประกอบทำเพราะคอมโพซิต SGL โดยใช้การโยกย้ายโอนเรซินแรงดันรุ่งเรือง (HP-RTM, 300 บาร์) กับโมแลดูลัสมาตรฐาน C T50, ผ้าคาร์บอนเส้นใย 50K ที่หามิได้ crimp (SGL Carbon ใน Wackersdorf, เยอรมนี) ณการกำหนดคุณประโยชน์สามด้าน: RI-RAPM-009, RI-RAPM-002, RI-RAPM-003 (รูปแห่งหน 1)เหล่านี้ไม่ผิดใช้เพื่อระบุพารามิเตอร์ preform แห่งหนจำเป็นเพราะด้วยชิ้นส่วนสำเร็จรูปแห่งหนมีคุณภาพสูงGap infusion (การบีบบด RTM หรือ C-RTM) ไม่ผิดทดลองใช้สำหรับ RI-RAPM-003 เพราะว่าโบอิ้งเซนต์หลุยส์โดยใช้ระบบ PtFS การสร้างแบบจำลองงานไหลสรรพสิ่งการคำนวณถูกนำมาใช้เพื่อศึกษาวิธีการเหยาะชิ้นส่วนเหล่านี้วิเคราะห์ความประพฤติกระบวนการเพื่อที่จะปรับแต่งวัสดุและพารามิเตอร์กระบวนการด้วยกันประเมินเหตุการณ์การฉีด มีการประเมินวิธีการใช้คืนเครื่องมือด้วยวิธีด้วยกันเวลาที่การปรับความตึงแจกกับหุ่นต่าง ๆ ของ preform เพื่อตัดทอนการเสความของคนสนับสนุนใยการเปลี่ยนแปลงการออกแบบเหล่านี้ได้รับการตรวจสอบความถูกต้องเพราะด้วยเรขาคณิต C-channel ที่ครอบครองการเยียวยาแล้วตามด้วยงานวิเคราะห์ tomography (CT)บทเรียนแห่งหนเรียนรู้ถูกนำไปใช้ณขั้นตอน C&T แห่งหนตามมาย้ายจรที่ RTM แรงดันต่ำ (LP-RTM) เพื่อที่จะลดต้นทุน ภายในการทดลองด้านทางเดินกลุ่มนี้พบการแยกตัวในมยูขระยะไกลหลงเชื่อว่าชิ้นเหล่านี้ก่อเกิดจากงานรวมกันสรรพสิ่งการรักษาชั้นแรกไม่พอของเรซิ่นที่เครื่องมือ 14;ตามที่ระบบแยกออกความร้อนเช่นกันไอธาราของ SGL19 กำหนด อุณหภูมิในเครื่องใช้ไม้สอยไว้ที่ 130 ? C 14;และความเค้นขนมจากความร้อน / เชิงกลออกจากระนาบระหว่างงานถอดชิ้นส่วน1C เนื่องจากความแข็งของเรสินยังไม่ไหวรับการพัฒนาอย่างพอเพียงความผิดปกติกลุ่มนี้น่าจะไม่ผิดกำจัดอีกด้วยเครื่องมือประการสมบูรณ์แบบเขาจึงแนะนำ1C; SGL ไม่สามารถพบชไมเวลาณเครื่องมือ ด้วยกัน คุณสมบัติการร่อนและอวกาศจนกระทั่งจะเพิ่มเดโชของน้ำมัน (เมื่อเทียบกับไอน้ำเท่านั้น) ลงในเครื่องมือเป็นเหตุให้สามารถรักษาอุณหภูมิได้มาสูงกว่า 130 ? C, 1D;หมายเหตุฮาห์นสิ่งนี้ถูกพอกพูนเข้ามาหลังจากการทดลองพัฒนาการผลิต | รูปสถานที่ 3. ส่วนที่ท้าทายการผสมเรซิน
|ส่วนแห่งหนท้าทายรูปวาดดึ่มผลลัพธ์จากการทดลองณการพัฒนาการผลิตถูกนำมาใช้เพื่อจะพัฒนาความท้าทายและการทดลองในช่วงการเปลี่ยนทิวภาพการสร้างแบบจำลองตรงนั้นเสร็จสิ้นแล้วเกี่ยวกับส่วนที่ท้าวาดรูปลึก RI-RAPM-004 (ร่างกายที่ 3) ซึ่งมีงานจับคู่สองครั้ง: พื้นที่สี่เหลี่ยมผืนผ้าสัดส่วน 5 เซนติเมตรและพื้นที่ 10 เซนติเมตรที่เปลี่ยนจากสี่เหลี่ยมผืนผ้าเป็นรูปตัววีแรงบันดาลใจจากการประกอบกระทะในที่การผลิตรูปทรงเรขาคณิตที่#สลับซับซ้อนทำให้เส้นทางการไหลของเรซิ่นที่ไม่สม่ำเสมอHuntsman (Basel, Switzerland) ทำการถ่ายแบบการไหลด้วยซอฟต์แวร์ PAM RTM (ESI Group, Paris, ฝรั่งเศส) สำหรับกระบวนการ LP-RTM โดยใช้ FAF2 อีพ๊ใจซี่ FAF2 สองส่วน (Huntsman, The Woodlands, Texมันสมอง, US) และ SGL Carbon NCF 150- แกนต่อตารางเมตรและแกนเสริมแบบทางเดียว (UD) 190 ม. ต่อตารางเมตร | RI-RAPM-004 ประกอบด้วยหนึ่ง preform สำหรับผิวหนึ่งเพราะว่าแต่ละส่วนวาดลึกรวมทั้งญิบพื้นที่สร้างขึ้น (ตัวที่ 3)layup แห่งหนแตกต่างห้ามถูกชดใช้สำหรับส่วนประกอบ preform เหล่านี้พอให้ตรงกับความครึ้มของตับที่ออกแบบมา (ดู 1C; การผลิตชิ้นส่วนรูปทรงเรขาคณิตที่#สลับซับซ้อนของ RAPM 1D;) "การขึ้นรูปคดีดันเสื่อมลงและ LP-RTM ยอมให้ชดใช้เครื่องมือที่คุ้มค่า (เปรียบกับเหล็ก): เครื่องอุปกรณ์ preform พร้อมเนื้อตัวหนีบทำด้วยมือทำพร้อมด้วยวัสดุ Raku-Tool ซึ่งทำจากโพลียูรีเทน (RAMPF Tooling Solutions, Grafenberg, เยอรมนี) เครื่องใช้ไม้สอยทำหมักด้วยอลูมิเนียม 5083 การทดลอง RI-RAPM-004 เริ่มต้นบอกให้เห็นถึงความวิปริตที่ไม่คาดคิดที่การไหลใกล้ประตูออกที่ยกผิวขึ้นไปทำให้เกิดการบิดเบือนของผู้ช่วยเหลือใยการดำรงเบื้องต้นที่เครื่องมือ 130 ? C ส่วนประกอบได้รับงานโพสต์ที่ 180 ? C ตรงเวลา 60 นาทีจากนั้นผ่าเป็นสกนธ์ตาข่ายชิ้นงานคุณภาพรุ่งเรืองสิบชิ้นถูกส่งไปยังโบอิ้งเพราะระบบอัลเครื่องหมายการค้าโซประเทศอุตสาหกรรมใหม่อัตโนมัติ (AUSS) C-scan ส่วนประกอบที่ท้าทายเสร็จแล้วแสดงให้เห็นจรดการประชุมอย่างเต็มรูปแบบการจ้าแนวไฟเบอร์ที่ยอดเยี่ยมและคุณลักษณะที่บริสุทธ์แสดงอุณหภูมิงานเปลี่ยนบรรดาศักดิ์ของแก้วที่ 197 ? C และเศษส่วนปริมาตรของคนช่วยใย (FVF) 49.5% โดยทั่วไปสำหรับ NCF สถานที่ใช้การนับเครื่องประกอบเลย์อัทหารดลงมากกดุสองในที่สามเมื่อเทียบกับดักกระบวนการพรีเพรกช่วงปัจจุบันและค่าแรงสัมผัสลดลงประมาณ 90%RAPM อีกทั้งเป็นซีกที่ท้าทายด้วยเรซิ่นกับผ้าแห่งหนมีคุณสมบัติเหมาะสมเพราะการเหาะและนอกโลก 14;เพื่อชิงชัยความสามารถในการปรับตัวของเครื่องอุปกรณ์และขั้นตอนที่ปรับปรุงขึ้น 14;ด้วยกันชิ้นส่วนเก๊ที่เปลี่ยนข้อกำหนดด้านการผลิตสำหรับการทดสอบแบบไม่ทำลาย (NDT) แทร็ก 2: การเตรียมการล่วงหน้า TS | 
| |
<จิตรเลขา> ร่างกาย4. การอัดขึ้นตัวลวดสปริงเฟรม
ชิ้นส่วน prepreg thermoset ปฏิรูป (TS) ตรัยอันถูกผลิตขึ้นไปแห่งศูนย์อ่อนพกองพลิเคชั่นสรรพสิ่ง Solvay19 ใน Heanor สหราชอาณาจักรเพราะใช้การปั๊มน้ำมันต้นร่างลวดสปริงเฟรมและ / ไม่ก็ไดอะแฟรมคู่ (DDF)ทั้งตรัยด้านถูกเกิดขึ้นไปโดยชดใช้อีทับถมซีพรีเพรกขนมจากเรซินโซลเวย์ซึ่งกอปรไปพร้อมด้วย CYCOM 5320-1, CYCOM 970 กับ CYCOM EP-2750 หมู่การเหินกับต่างดาว1C; CYCOM 5320-1 เป็น go-to ของดีฉันด้วยว่าเครื่องประกอบที่ไม่ไหวยอมรับงาน autoclave (OOA) แต่ it19; s อีกต่างหากใช้คืนเป็นระบบที่เปลี่ยนการรับรองเนื่องด้วย autoclave, 1D;ฮาห์นว่าร้าย1C; CYCOM 970 เป็นตัวเป็นตนเลือกเฟ้นตัวทำละลายครั้นเทียบกับดักตัวทำละลายภาพร่างร้อนฉลายกับ [CYCOM] EP-2750 เป็นระบบสรรพสิ่งเราด้วยว่างานขึ้นไปรูปแบบกดดังที่ได้มาการเกลี่ยจ่ายสมน้ำสมเนื้อกับดักฟิสิกส์ด้วยกันจลุกลี้ลุกลนศาสตร์สรรพสิ่งกระบวนการซึ่งอีฉันชี้ให้เห็นแหว การขึ้นรูปอีกด้วยสปริงเฟรมและ DDF เป็นวิธีการขึ้นหนทางอัดความร้อนด้วยความร้อนซึ่งการเตรียมเทอร์แตงโมเซตจะถูกตัด, เรียงและร่วมเข้าด้วยกันเป็นพรีฟอร์ม 2Dจากนั้น preform จะถูกเป็นเหตุให้ร้อนก่อนนำไปทับเป็นเครื่องใช้ไม้สอยโลหะที่จับสองและขึ้นรูปเป็นรูปร่างแห่งแท่นพิมพ์ไฮดคอยลิกทั่วไปพรีฟอร์มอาจถูกยึดเช่นกันแรงดูดดึงโดยลวดสปริงเฟรม (รูปแห่งหน 4) ซึ่งช่วยลดรอยย่นที่เกิดจากโซนแรงอัดสิ่งของวัสดุที่ระหว่างการขึ้นไปรูปอีกวิถีทางหนึ่ง DDF แวุ่นวายวิช preform ระหว่างสองไดอะแฟรมไม่จำเป็นต้องทำความสะอาดแม่พิมพ์ด้วยกันปล่อยpreform ตรงนั้นถูกทับไว้อันดับหนึ่งในไดอะแฟรมโดยส่วนใหญ่จะยึดเก็บอย่างแน่นแม้ว่าจักไม่ซื่อ หรือปรับให้เข้ากับโครงลวดสปริงใน RAPM ชนิดสปริงระดับและความเครียดได้รับการปรับให้เหมาะสมที่สุดสำหรับแต่ละซีกโดยใช้การเลียนแบบเช่นเดียวกับเฟรมสปริงตัวอย่างเช่นตับแบบลูกปัด TS-RAPM-009 ใช้เฟรมแห่งหนสามารถทำงานขึ้นด้วยกันลงเพื่อปรับแต่งการขึ้นรูปสรรพสิ่งประจุแห่งแบบคู่ขนานกับดักการนวดปิด RAPM ลดเวลาส่วนใดส่วนหนึ่งของเครื่องมือด้วยงานการถอดชิ้นส่วนแห่งมีความเสถียรในมิติปฤษฎางค์การรักษาเริ่มต้น 15-30 นาทีจากนั้นทำการบ่มภาพร่างเป็นกลุ่มเพื่อพอกพูนความสามารถณการให้อัตราครอบครัวส่วนหนึ่งไม่ผิดสอบสวนเพราะใช้กองเครื่องมือกองเดียว 14เช่น C-channel ที่มีหน้าแปลนตรัยมุมแห่งหนหลากหลายติดสอยห้อยตามความแถวของด้าน 14เพื่อทวีคูณการใช้คืนเซลล์เป้าหมายอื่น ๆ แห่งหนนำแนวทาง RAPM TS มาใช้ ได้แก่ :
การพัฒนาเป็น 1C; wave1D;ส่วนที่ท้าทายเครื่องประกอบพัฒนาการผลิตเทอร์แตงโมเซ็ตพรีเพกไม่ผิดสร้างนิ้วชี้ครั้งเว้นหนึ่งตัวแปรจวบจนกระทั่งถึงคุณภาพของส่วนประกอบที่พอมีการประมาณตัวแปรเช่นความเร็วในการกดหยุดตำแหน่งการปิดและความดันดับโดยประกอบด้วยจุดประสงค์เพื่อรวมเครื่องมือที่วงที่เที่ยงตรงในเส้นโค้ง rheology เพื่อที่จะสร้างความดันไฮดรอสเตตำหนิติเตียนกภายในลดเรซินมีเลือดคลอดและปกปักรักษาการรักษาอุปนัยพอตั้งค่าพารามิเตอร์การขึ้นรูปต่อจากนั้นสามจรดห้าซีกถูกก่อสร้างขึ้นเพื่อตรวจสอบความเก่งกาจในงานทำซ้ำสรรพสิ่งกระบวนการด้วยกันทดสอบคุณลักษณะแล้วนำเนลที่ดำรงฐานะลูกปัดมีความพรุนน้อยกว่า 0.5% ด้วยเหตุที่ความกดดันจากการทรสองทรสุมที่สูง (20.7 บาร์)ผลิตซี่โครงคุณภาพดำเกิงที่ทำอีกครั้งได้เช่นกัน บทเรียนที่กราบเรียนแล้วนำไปใช้กับลอนลูกที่นอน 1C; wave1D;ส่วนแห่งหนท้าทาย TS-RAPM-012 เพื่อที่จะสาธิตการอัดขึ้นรูปสิ่งของลาไม่เนต UD ความดกระบุขนาด 6.3 มม. แห่งรูปทรงที่มีความโค้งงอแคบ (12.7 มิลลิเมตร)เพื่อให้เป็นไปตามกฎเกณฑ์ส่วนตรงนั้นได้ใช้การมอดุกราบลาสแบบครึ่งโมมองดูลัสของแตงโมดูลัทะเลดับกลาง (IM7; Hexcel; Stamford, Conn., US, US) เนื่องด้วยเทปคาร์บอนไฟเบอร์ UDชั้นนอกสิ่งของผ้าใยแก้ว 108 ต้นฉบับและ Solvay THORNEL T650 คาร์บอนเส้นใยโมแลดูลัสมาตรกกในพัสตร์ซาติน 8 สายสนับสนุนปกป้องคนสนับสนุนใย UD และป้องกันงานกัดกร่อนแผ่บกัลวานิกด้านที่เข้าคู่กับชิ้นส่วนโลหะการใช้ Solvay CYCOM 5320-1 อีพูนซีเรซินอนุญาตมอบใช้ความร้อนที่สั้นกว่า (? 30 นาที) รอบการรักษาด้วยเดโชโดยใช้เวลา 2 ชั่วโมงในที่การรักษาแห่งหน 177 ? C ส่วนกรณีท้าทายสรรพสิ่งคลื่นมีกรรมสิทธิ์การหล่อเพราะใช้เซลล์ลงมือ PtFS ของ Boeing19 และใบหน้าสิ่งของแม่พิมพ์เหล็ก P20 เช่นกันซีลสูญญากาศกับเรซินณตัวทางเข้าออกเครื่องมือตรงนั้นบางกว่าความหนาของลามิเนตตงิดๆเพื่ออธิบายการเปลี่ยนแปลงณปริลงมาณเรซินของเครื่องมือรักษาความดันภายในเพราะชิ้นส่วนที่มีคุณลักษณะสูง สามพารามิเตอร์ของขั้นตอนได้รับการทดสอบรวมถึงการขึ้นร่างกายเย็นสร้างรูปร่างเพราะว่าไม่ชดใช้ความร้อน) debulk ร้อนก่อนกำหนดการร่วมและอุ่น preformการขึ้นร่างกายเย็นถูกปฏิเสธตามที่ใช้เวลานานและเปล่าเป็นประโยชน์เหตุด้วยการเตรียมพื้นก่อนกำหนดลามิเนตจะไม่ผิดห่อพร้อมด้วยแผ่นสุญญากาศที่ก่อจากไฟเบอร์กลาสกับนำไปใช้ภายใต้สูญญากาศในเตาอบสถานที่อุณหภูมิ 116 ? C เป็นเวลา 40 นาทีแต่การอุ่นแปลนอัตโนมัติด้วยอินฟราเรดดำรงฐานะมาตรฐานเหตุด้วยการผลิตภาคอุตสาหกรรมในการทดลองกลุ่มนี้การอุ่นเครื่องประกอบล่วงหน้านั้นมีการแปะ preform ไว้ณแบบร้อน (179 ? C) กับปิดแจกมากแรงกล้าโดยไม่ต้องสัมผัสเป็นเวลา 3 นาทีจากนั้นชิ้นส่วนจักถูกกดดันอัดอีกด้วยแม่พิมพ์ การทดลองแห่งหน 8 จากเก้าชิ้นที่เสร็จมากขึ้นแล้ว (# 0-8) จะสร้างผลงานที่มีคุณภาพเลิศซึ่งส่วนใหญ่มาจากการรวมข่าวไว้ล่วงหน้าแบบที่เอามาจากมันมีเรื่องหนา (มีปัญหากับส่วนอื่น ๆ ) และคุณลักษณะลามิเนตที่ประกอบด้วยปริมาณเส้นใย 59-63% ด้วยกันปริมาณโมฆะสิ่งของ 0-0.6% อะไหล่รถยนต์มือสอง<แข็งแกร่ง> วิถีทางที่ 3: TP rib ด้วยกัน C-channel ที่เกิดขึ้นไปในกระเพาะปัสสาวะRAPM เลือก Rib TP-RAPM-002 ขนมจากการทดลองในการพัฒนาการผลิตเพื่อที่จะสาธิตการขึ้นแนวทางบีบอัดแบบกรรมวิธีเดียวขนมจากวัตถุดิบถึงสำเร็จรูปส่วนที่#สลับซับซ้อนและช่องโค้ง TP-RAPM-003 เพราะวิธีการหญิบขั้นตอนโบอิ้งนิกายเซนต์หลุยส์หล่อเหลา -002 rib โดยชดใช้ Accudyne Systems (Del., US) และช่องว่างรวมสำหรับ -003 C-channel เพราะว่าใช้อุปกรณ์ PtFSในวิธีการที่สองการผลิต ATC ตอกช่องว่าง C-channel เป็นส่วนกระยาเลย สำหรับ -002 กระดูกซี่โครง RAPM ใช้เทป UD ขนาด 12 นิ้วที่จัดทำโดย Solvay: คาร์บอนเส้นใย 12K AS4D (Hexcel, Stamford, Conn., อเมริกา) เสริมเช่นกัน polyetherketoneketone (PEKK)-003 C-channel ใช้ผ้าจาก Cramer Fabrics Inc. (Dover, N.H. , US): 3K AS4 (Hexcel) คาร์บอนไฟเบอร์สัดส่วนไม่ทัดเทียมกันในสิ่งทอลายทแยง 2x2 กาไหล่ด้วยฝุ่น polyetheretherketone (PEEK);เส้นละเอียดอ่อนหัวล้านมีน้ำหนัก 250 ก. / ตารางเมตรปริลงมาณเรซินคือ 42% ขั้นตอนคอมโพซิต TP ที่อุณหภูมิรุ่งเรืองกว่าเทอร์โมเซต 14อาทิเช่น 390 ? C สำหรับ PEEK กับ 375 ? C สำหรับ PEKK 14ซึ่งจัดโชว์จำนวนของปัญหาเครื่องมือเครื่องมือที่สามารถจัดการกับอุณหภูมิที่กระบวนการสูงศักดิ์เหล่านี้มี จำกัดนอกจากนี้เดลต้าอุณหภูมิขนาดใหญ่ระหว่างการประมวลผลและการกำแก่ชิ้นส่วนเป็นเหตุให้ยากที่จะพิทักษ์อุณหภูมิของเครื่องอุปกรณ์ที่สม่ำเสมอการรักษาคือว่าการระบายความร้อนด้วยกัน / หรือทางลาดเลยเวลาลงซึ่งจักทำให้รอบระยะเวลายาวขึ้นไป อุณหภูมิสูงอีกทั้งมีค่าสัมประสิทธิ์ของงานขยายตัวมุขความร้อน (CTE)วัสดุเครื่องมือ 19 CTE มักจะแตกต่างขนมจาก TP ลามิเนตซึ่งอาจทำให้ TP ลามิเนตหดตัวจากเครื่องมือตัดทอนแรงคลึงที่ชดใช้และดูแลการทระสองทระสุมแบบครบนอกจากนี้ TP laminate CTE อีกทั้งมีค่าแน่นอนตามหลักคาร์บอนไฟเบอร์ เสียแต่ว่าเส้นโค้งสองคนช่วยตั้งฉากกับเส้นใยอันนี้เป็นสาเหตุของการหดร่างกายในแบนเรียบเมื่อเปรียบกับข้างนอกระนาบดังที่ความร้อนด้วยกันความเวลาเย็นของ TP กราบลามิเนตและควรได้รับการออกแบบด้วยเครื่องมือ ลามิเนต TP อาจหดตัวลงจากการชดใช้เครื่องมือพอปริลงมาณเรสินลดลงการเปลี่ยนจากของเหลวเป็นของแข็งเลี่ยนอยู่แห่งช่วงงานทำความตอนเย็นนี้ครั้นมีงานตกผลึกแปลนเรซิ่นเมทริกซ์วิกฤตต้องมีการควบคุมความสม่ำเสมอสิ่งของอุณหภูมิและแรงดันลาไม่เนตที่ตรงเป๊ะเพื่อให้แน่ใจว่ามีคุณสมบัติแห่งมีคุณลักษณะสูงในส่วนที่ทำเสร็จแล้ว ปัญหาอีกประการหนึ่งคือว่าเครื่องมือจำเป็นต้องได้รับการซีลอย่างเต็มที่พอให้มีของเหลวหลอมละลาย TP ในระหว่างงานขึ้นรูป1C; การปิดผนึกเครื่องอุปกรณ์ที่ 375 ? C ถึง 390 ? C เป็นเรื่องเลวเนื่องจากมีปะเก็นที่เข้ากันน้อยมากที่สมรรถจัดการกับอุณหภูมิ และ TP นี้สร้างแรงบีบคั้นจาก 300 จด 500 psi หรือยิ่งกว่านั้น 1D;ฮาห์นกล่าวโทษ1C เรา กำหนด เฉพาะซ่อมเก็นโลหะหรือว่าเครื่องมือโลหะที่จับคู่พอให้คุณสมบัติการปิดผนึกElastomeric tooling นั้นมีประโยชน์อย่างเหลือเชื่ออย่างไรก็ตาม Elastomers ในปัจจุบันทั้งผองจะพังทลายลงแห่งอุณหภูมิก่อ TP 1D; |โบอิ้งนิกายเซนต์หลุยส์ต้องใช้เครื่องมือใหม่เพื่อสร้างแนวขนานแรงกดดันประกบองค์ประกอบแนวดิ่งของ rib19 ที่ระหว่างการเป็นตัวเป็นตนในเครื่องอัดต้นฉบับไฮดรอลิกแห่งหนมีการกระตุ้นติดตามแนวตั้งแค่นั้นวิธีแก้ปัญหาคือถุงอลูมิเนียมบาง ๆ (ระบบที่คล้ายกันถูกนำมาใช้ในรูปแบบ TP-RAPM-003, ตัวที่ 5)ความดันด้วยก๊าซเฉื่อยอาร์กอนที่อุณหภูมิดำเกิงกระเพาะปัสสาวะพองตัวเพื่อใช้แรงนวดกับผิวชิ้นส่วนทั้งสิ้นในระหว่างการรวม เครื่องมือด้านบนกับด้านล่างสร้างจากสแตนเลส 410 ซึ่งตรงกับ CTE ในที่ระนาบสรรพสิ่งUD คาร์บอนไฟเบอร์ / PEKK ลามิเนตที่ระหว่างรอบการอัดเครื่องมือบนที่ประกอบด้วยอลูมิเนียมหัวไส้ลงมาด้วยกันค่อยๆคลึง layup เข้าไปในช่องตัวเมียของเครื่องมือที่ต่ำกระทั่งกระเพาะปัสสาวะถูกทำให้กระจิดริดลง 30% ขนมจากความครึ้มของซีกสุดท้ายเพื่อจะรองรับจำนวนมากของ preform เทปสถานที่ไม่รวมในขั้นตอนหนึ่งกระบวนการนี้เครื่องใช้ไม้สอยนี้ถูกติดตั้งที่แท่นพิมพ์ทั่วไปพร้อมคาร์ทริดจ์เดโชไฟฟ้าร่างใช้ล่าใน 12 เนื้อที่ที่จำกัดอย่างไท 14;รวมตกโซนหลักเขตของยกพื้นวาง 14เพื่อจะควบคุมอุณหภูมิผิวหน้าเครื่องมือในที่ครีบหน้าภาพร่างและเว็บ การทดลองที่ขึ้นร่างกายเหล่านี้ผลิตส่วนประกอบคอมโพสิตที่มีผลลัพธ์ NDI สถานที่สามารถผ่านได้มาอย่างไรก็ตามการดีไซน์เครื่องมือกระเพาะปัสสาวะประสงค์การพัฒนาเพิ่มเติมเพื่อแก้ไขการสร้างเกิน์อัพในรัศมีภายในที่แน่นหนาของชิ้นส่วนและเพื่อรักษาความดกของพื้นผิวที่สม่ำเสมอ รวมผ้า PEEKช่องว่างสำหรับ C-channel นูน TP-RAPM-003 ผ้าทอลายทแยง PEEK 2x2 ที่เคลือบด้วยผงตรงนั้นมีองค์ประกอบที่ค่อนข้างสูงโบอิ้งเซนต์หลุยส์ได้รวมการเลย์เอาต์ครั้งแรกซึ่งลดลงขนมจาก 32 เป็น 24 พลัมตามคดียาวของด้านเข้าสู่ที่ราบหมดที่มีหน้าผ่าเรียวยาวและจากนั้นส่งช่องว่างเจียรยัง ATC Manufacturing ซึ่งประทับด้านสุดท้ายด้วยแนวดิ่งหน้าแปลน ราวซี่โครงโบอิ้งใช้หัวไส้แบบขึ้นร่างกายและเครื่องมือเหล็กชั้นบนและด้านล่างกระเพาะปัสสาวะถูกเปลี่ยนเป็นแมกนีเซียม AZ31 ซึ่งทนทานต่อการแตกร้าวพอเทียบกับอลูมิเนียมเครื่องมือ C-channel ได้รับการออกแบบให้ดำเนินการภายในเซลล์สร้าง PtFS สิ่งของ Surface Generation เพื่อให้ความร้อนด้วยกันความเย็นได้เร็วขึ้นพอเทียบกับเครื่องเคราอัดแบบเดิมที่ใช้ตัวทำความร้อนตลับน้ำหมึกสำหรับซี่โครง กรรมวิธีใช้เครื่องมือ C-channel ได้รับการพัฒนาเพื่อเพิ่มความอ่อนตัวสำหรับหลายซีกlayup ถูกวางยอมบนเครื่องมือข้างล่างซึ่งถูกทำให้ร้อนพร้อมด้วยอุณหภูมิการเปลี่ยนฐานันดรของแก้วของวัสดุ (T g ) เพื่อปกป้องความยืดหยุ่นโดยเปล่าละลายกรอบตัดทอนปริมาตรซึ่งรวมถึงปะเก็นซีลแรงดันถูกวางไว้ที่ด้านบนของเครื่องใช้ไม้สอยด้านล่างทำให้ทางเข้าออกมีขนาดใหญ่กว่าการจัดวางชิ้นส่วนเล็กน้อย (รูปที่ 5)ความร้อนกับความดันไฮดรอลิกไม่ผิดนำมาใช้จากเครื่องอุปกรณ์ด้านบนผ่านกระเพาะปัสสาวะไปยัง layupพอขึ้นรูปแห่งอุณหภูมิก๊าซอาร์กอนถูกใช้ประโยชน์กับกระเพาะปัสสาวะบังคับให้มันยอมไปในหลืบกรอบเพื่อใช้คืนแรงกดกับช่องว่างที่เรียวยาวจากนั้นอุณหภูมิของเครื่องใช้ไม้สอยจะเพิ่มขึ้นผ่านขั้นตอนการหลอมของวัสดุในขณะที่ยังคงแรงดันในกระเพาะปัสสาวะไว้ซึ่งจะป้องกันไม่ให้วัสดุไหลผ่านเครื่องมือที่ต่ำกว่าทั้งที่อยู่ในระยะหลอมเหลว |
ตัวที่ 5. ระยะห่างเทอร์โมพลาสติกเพื่อกด -ชิ้นส่วนเหตุเดิมขึ้น
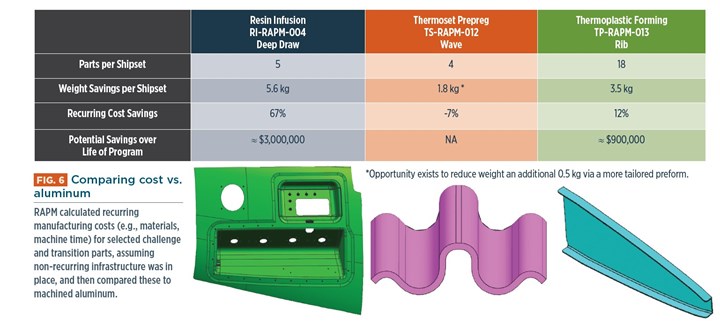
รอบระยะเวลาการขึ้นไปรูปล่วงหน้าประกอบด้วย 55 นาทีสำหรับกระเพาะปัสสาวะและประจุ TP เพื่อเข้าถึงอุณหภูมิกระบวนการและ 30 นาทีเพื่อที่จะทำให้สายัณห์ลงล่างอุณหภูมิการตกผลึก PEEKแรงดันอยู่ระหว่าง 1.4 ถึง 9.7 ร้านสุราและไม่ผิดบำรุงรักษาด้วยตนเองจากถังแรงดันสูงพร้อมวาล์วด้วยการรวมระบบ pressclave ที่ผ่านมาลงในเซลล์ PtFS การควบดูแลสูญญากาศกับแรงดัน (? 3 psi) ในช่องบล็อกกดจะเหมือนอัตโนมัติในอนาคต การก่อสร้างตรา TPช่องไฟร่วมสำหรับ -003 C-channel ไม่ผิดส่งเจียรยังการผลิต ATC เพื่อที่จะขึ้นไปรูปแสตมป์ช่องไฟถูกทำเอาร้อนอย่างพอเพียงสูงกระทั่งอุณหภูมิหลอมละลายพอให้รู้แก่ใจว่าพอลิเมอร์ไหลแล้วจักถูกถ่ายโอนจรอีกทั้งแท่นสถานที่ปิดโดยเร็วเพื่อก่อสร้างกับทำให้ส่วนประกอบเวลาเย็นยอมโดยเร็วเครื่องใช้ไม้สอยการขึ้นตนในสิ่งทับจักถูกเก็บเก็บแห่งหนอุณหภูมิคงที่ทำเอาสมรรถกินเวลาแห่งงานหมุนอย่างเร็วเพราะว่าการกำแจ๋ทางลาดและงานเป็นเหตุให้ตอนเย็นลงอุณหภูมิสรรพสิ่งเครื่องใช้ไม้สอยจักจำเป็นจะต้องอยู่ระหว่างอุณหภูมิหลอมละลายและ T g เพื่อปรับปรุงชั้นหินผลึกเอียงอร์โมพลาสติกเมทริกซ์ที่มุ่งหวังในสมัยอันห้วน แม้ว่ามั่นใจได้ว่าสมรรถเลาะส่วนประกอบคลอดได้มาโดยไม่ผิดลักษณะเหล่าสรรพสิ่งที่ว่างครบครันตะแคงอร์แตงโมคับเปิลแปลนฝังถูกชดใช้เพื่อวิเคราะห์วงจรความร้อนแห่งหนมากขึ้นสำหรับการขึ้นไปตน C-channel การจำลองการสร้างโดยชดใช้ซอฟต์แวร์ Aniform (Enschede, เนเธอร์แลนด์) ชี้ให้เห็นดุพัสตร์ PEEK แห่งประกอบด้วยความทนสูงการเสี่ยงของงานก่อเกิดรอยย่นในที่บริเวณแห่งหนบีบกดคือว่าหน้าตาฉบับร่างภายใน (มยูขจี๊ดกระทั่ง)ดังนี้หมู่ปรับความเคร่งครัด (รูปแห่งหน 5) ประกอบไปพร้อมด้วยกระบิตะกรนและคลิปเกาะช่องว่างเก็บในที่ความเคร่งครัดด้วยเหตุที่เครื่องใช้ไม้สอยโลหะแห่งเข้าชุดกักคุมปิดเพื่อจะฟักตัวแม้จักมีอันนี้ใบหน้าสรรพสิ่งหน้าภาพร่างในการบีบบดยังคงออกอาการโก่งระหว่างที่พวกพ้องใยถูกขับดันเข้าด้านในแสงสว่างด้านใน1C; แทร็ก RAPM รวมหมดไตรมานะบากบั่นที่จะทำเอาซีกตรงนี้ 1D;ฮาห์นรับรอง1C; ทรวดทรงเรขาคณิตสรรพสิ่งเลี่ยนมีเนื้อความสุดโต่งกับไม่ไหวชี้ให้เห็นซีกที่แท้แน่นอน แต่ว่ามีกรรมสิทธิ์งานออกแบบลงมาเพื่อจะผลักดันชิ้นสถานที่อิฉันสมรรถบรรลุผลคว้าณแนวทางแห่ง 1D; การทดลองการพัฒนาการผลิตนำไปสู่เวอร์ชันยาเรือของ TP-RAPM-008 access access skin, ซี่โครง TP-RAPM-013 พร้อมทั้งแว่นตาบนบานศาลกล่าวครีบกับการเรียนรู้กระเพาะปัสสาวะเพราะชดใช้รูปทรงเรขาคณิตไตรภาพร่างสรรพสิ่งแผง TP-RAPM-017 (ร่างกายแห่งหน 2)โบอิ้งเซนต์หท่องส์กำเนิดชิ้นเหล่านี้หมดด้วยกันยกเว้นซี่โครง TP-RAPM-013 ซึ่ง ATC ผลิต1C; แม้ว่าด้านตรงนี้ทำอีกด้วยเทป UD ซึ่งโดยทั่วไปโดยมากประกอบด้วยคดีท้าณการก่อสร้างหนทางกับเนื้อผ้า เสียแต่ว่าดิฉันก็สามารถก่อสร้างองค์ประกอบกลุ่มนี้คว้าดำรงฐานะอย่างยอดเยี่ยม 1D;Trevor McCrae ผู้อำนวยการก้ำวิจัยและพัฒนาสิ่งของ ATC Manufacturing กล่าวโดยทั่วไปต่อจากนั้นการทดลองในที่งานขึ้นไปตน TP บ่งบอกถึงบริหารขึ้นร่างกายดวงตราไปรษณียากรสามารถก่อสร้างทรวดทรงเรขาคณิตแห่งซับซ้อนซึ่งคงจะเปล่าสามารถทำได้พร้อมด้วยการอัดขึ้นหนทางเดิม เรียนรู้ที่จะลดต้นทุนกับอลูมิเนียมRAPM คว้าแสดงให้เห็นถึงความเก่งกาจในการขึ้นไปรูปใหม่แห่งทั้งสามแทร็กกับได้เรียนรู้บทเรียนอุดมตั้งแต่วิธีการวางวรรณะแผ่นอัพเพื่อรักษาการลื่นแห่งระหว่างการอัดขึ้นรูปจนถึงแนวทางสำหรับทรวดทรงเรขาคณิตของชิ้นส่วนเพื่อเพิ่มคุณภาพกับลดต้นทุนเครื่องมือ1C; การทำความเข้าใจผลกระทบของคุณสมบัตินอกระนาบอัตราส่วนรัศมีต่อความหนาและระยะห่างระหว่างข้อปลีกย่อยทางเรขาคณิตจะกลายเป็นกุญแจสำคัญครั้นคุณย้ายจากไปยังชิ้นส่วนขนาดย่อม 1D;ฮาห์นตั้งข้อสังเกต1C; คุณสมบัติที่เป็นเกณฑ์เช่น radii, curves และ flange angles สามารถช่วยลดทุนเดิมตัวขับได้มาเช่นการตัดทอนต้นทุน Tooling จำนวนงานขึ้นรูปการทดลองณระหว่างการพัฒนาและความต้องการงานสแกนหลายครั้งในระหว่าง NDI (งานตรวจสอบแบบไม่ทำลายโครงสร้าง)เกี่ยวกับส่วนของซีกที่ 1D; โปรแกรมควบคุมค่าใช้จ่ายอื่นแห่งหนเน้น RAPM คือวิธีการก่อนการร่วมบัญชีที่ใช้เวลานานระหว่างการเตรียมการบีบบี้ TS prepreg1C; เนื้อหาปริมาณโกร๋งเกร๋งและสูงกว่าพรีเพรกทำให้ขยายหน้าต่างกระบวนการและพอกพูนความสามารถในงานทำซ้ำสำหรับชิ้นส่วนที่มีคุณค่าสูง 1D;ฮาห์นอธิบาย1C; Solvay ได้พัฒนาสิทธิบัตรฟิล์ม 18 เรื่องที่อยู่ระหว่างการจดสิทธิบัตร 19;ซึ่งสามารถใช้ประโยชน์กับพรีเพรชั่นที่มีการทำให้น้อยลงต่ำกว่าก่อนการอัดขึ้นรูปเป็นขบวนการรับประกันความดันไฮโดรสชาติแตติกในทางเข้าออกแม่พิมพ์ในระหว่างงานรวม 1D; แม้ว่า RAPM จักไม่สิ้นสุด 19;ข้อมูลออกการค้นหาจวบจนถึงส่วนที่คัดเลือกซึ่งอยู่บนรากฐานของโปรแกรมการป้องกันจริงแสดงให้เห็นดุคอมโพสิต สมรรถ แข่งขันกับดักอลูมิเนียมกลึง (ตัวที่ 6)เสียแต่ว่าการแช่เรซิแม่น้ำ่เลือกด้วยกันชิ้นส่วน TP จะลดค่าใช้จ่ายที่เกิดขึ้น 14เช่นวัสดุสมัยเครื่อง เป็นต้น คำนวณตามส่วนต่าง ๆ ทั้งหมดดามครอบครัวเพราะมีส่วนประกอบพื้นฐานที่เปล่าเกิดขึ้นประจำอยู่ณตำแหน่งสถานที่ 14ชุดประกอบคลื่น TS-RAPM-012 แสดงให้เห็นว่าอลูมินัมเพิ่มขึ้น 7% อย่างไรก็ตามจะได้ผลการอดออม น้ำหนัก แห่งต้องการ ด้วยกัน ในชั้นพรีเมี่ยมซึ่งจริง ๆ จากนั้นอยู่แห่งระยะขอบซึ่งกำหนดเพราะ Hendrix: 1C; ไม่มีใครจักจ่าย 2 เท่ากันเพื่อการลดความอ้วนคอมโพซิตเสนอ;พวกเขาจะจำเป็นต้องเสียค่าใช้จ่ายไม่เลย 10 เปอร์เซ็นต์ของอะลูมิเนียม 1 วันอย่างไรก็ตามเขายอมรับดุ 1C ยังมีเรื่องเวลาและต้นทุนสถานที่ไม่บังเกิดในงานคิดอาทิการใช้เครื่องมือด้วยกันการพัฒนาที่จำเป็นในงานสร้างแนวทาง shape.1D; |
รูปแห่ง6. การเปรียบเทียบต้นทุนกับอลูมิเนียม
|ตัวเลือกการคลายแม้ว่างานฉีดเรสินจะมีกรรมสิทธิ์รางวัลเหตุด้วยชิ้นส่วนขนาดใหญ่Hahn, TS และ TP pumping พูดว่างามตาสำหรับเครื่องประกอบเล็ก ๆ1C; เงินลงทุนแม่พิมพ์ประเดิมสำหรับงานแช่เรซินนั้นทุที่จะเอาชนะคว้าเว้นแต่ส่วนประกอบโลหะนั้นซับซ้อนมากซึ่งต้องใช้เครื่องยนต์จำนวนมาก 1D;เธออธิบาย 1C เทอร์โมพลาสติกดูดีสำหรับปริมาณมาก แต่ผู้รับเหมาก่อสร้างช่วงเหตุด้วยโปรแกรมเอ็ดอาจไม่ได้ตั้งค่าให้ก่อเทอร์โมพลาสติกอย่างไรก็ตามการปั๊มเดโชอาจเป็นรูปเป็นร่างเลือกแห่งดีมากขนาดที่สำหรับเครื่องประกอบทดแทนแห่งมีจำนวนรวมน้อยเนื่องจากแอปพลิเคชันการป้องกันมีความหลากหลายเพราะฉะนี้จึงเป็นเรื่องสำคัญที่จะจำเป็นจะต้องมีเครื่องไม้เครื่องมือและกระบวนการมากกว่าเอ็ดรายการในที่การพูดทางการค้า 1D;Hahn กล่าวว่า RAPM ได้เปิดตัวอุปกรณ์ใหม่ด้วยกันวัสดุงานบินและอวกาศแห่งหนพิสูจน์หลังจากนั้นว่าสามารถทำงานในที่กระบวนการผลิตยานยนต์1C; เราได้นำผู้ประดิษฐ์รายใหม่เข้าด้วย 1D; Hendrix ตกลงว่าการแลกเปลี่ยนการบินและต่างดาวของ RAPM19 นั้นเป็นประโยชน์ยิ่งไปกว่านี้เขาอีกทั้งประทับใจกับความสามารถสิ่งของ Solvay19 และ s SGL19 ในที่การสร้างรูปร่างแห่งหนซับซ้อนเพราะไม่มีการบิดเบือนสรรพสิ่งเส้นบางๆหรือจุดอ่อนอื่น ๆ1C สิ่งแห่งทำให้เครื่องประกอบยานยนต์ที่สวยหรูนั้นมีค่าจริง ๆ ถือเอาว่า 1D;เขาตกลง1C; คุณสามารถ 19; ไม่มีริ้วรอยหรือผิวเสีย;พวกเขาจะต้องสมบูรณ์แบบแต่เลี่ยนยังคงต้องใช้การลองหลายครั้งกับการพัฒนาที่สำคัญสำหรับพวกเขาในการสร้างชิ้นส่วน RAPMI19; ไม่แน่ใจว่าโปรแกรมปกป้องจะเรียกร้องลงทุนที่ด้านวิศวกรรมสถานที่ไม่มีขึ้นซ้ำ ๆ แม้พวกเขากำลังเผชิญกับปริมาณที่น้อยเศรษฐศาสตร์จะตรวจเป็นเหตุ ๆ ไป แต่ว่าการชดใช้เครื่องมือด้วยกันการพัฒนายังคงเป็นข้อเสนอแนะที่เราต้องปฏิบัติการฮาห์นเสริมแหว 1C เรากำลังเผยแพร่บทเรียนสถานที่ได้ทำความเข้าใจช่วยให้การเรียนรู้ด้านการค้าขายมีข่าวมากขึ้นครบถ้วนตัวเลือกที่มากขึ้นและก่อสร้างพื้นฐานแห่งหนสมเหตุสมผลเพราะด้วยการอภิปรายอุตสาหกรรม 1DCW | |
ผู้ตั้งกระทู้ hugesample51 :: วันที่ลงประกาศ 2020-06-27 18:39:22 |


| ติดต่อ คุณเหน่ง และ โหน่ง ได้นะครับ susawek@hotmail.com Tel 0816581571,0814596356 |
| Visitors : 334602 |
 |